
量産金型事例
ネジ抜き量産型
|
ツインモーター搭載でスライドコアピンネジと通常ネジの複数ネジを自動抜き ピンゲート2個取り4方向スライド ピンゲート2個取りの金型に、スライドコアピンネジを縦置きギヤードモータで自動抜き、可動側ネジは定位置停止が必要なため、横置きギヤードパルスモーターで自動抜き、1台の金型に通常モーターと、パルスモーターのツインモーター搭載の高難度金型を製作しました。 動画で、天地スライドに組み込んだ歯車の回転をご覧下さい。 |
 |
ピンゲート2方スライドネジ抜き 2個取り
他社製金型の老朽化による更新金型です。 成形材料は、スーパーエンプラに属する66ナイロンG30%が指定されているため、ガラス繊維による樹脂の流れ摩耗対策用で、金型材質はSKD11の硬度HRC58以上の焼入れ金型としました。 |
|
|
サブマリンゲートネジ抜き 多数個取り成形材料は汎用樹脂のポリプロピレン樹脂ですが大量生産品のため、樹脂から発生するガス腐食にも強い、焼入れ用ステンレス鋼のSUS420J2のHPM38を採用し、硬度HRC52の焼入れ金型です。 |

|
|
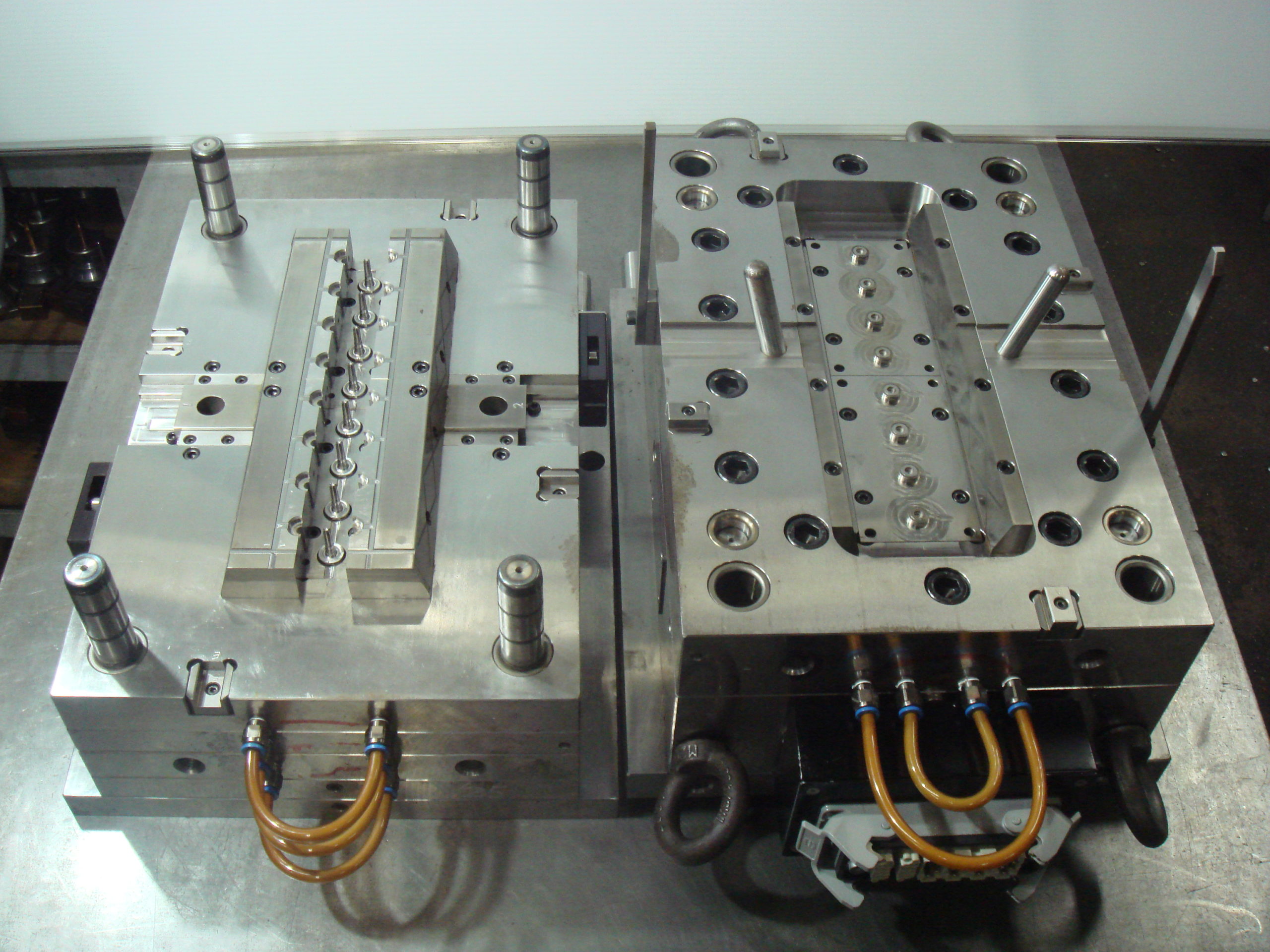
ホットランナー2方スライド 8個取りPP樹脂ですが100万ショット以上の耐久性を要求されているため、樹脂から発生するガス腐食にも強い、焼入れ用ステンレス鋼のSUS420J2のHPM38を採用し、硬度HRC52の焼入れ金型です。 右が固定側で、水管チューブの下に見えるのが金型へ組み込んだホットランナーとコントローラーとの接続コネクタです。 特徴
|